ভাল মানের মেশিন এবং বিক্রয়োত্তর পরিষেবা ভাল। CZ purline মেশিনের জন্য, এটি সম্পূর্ণরূপে স্বয়ংক্রিয় এবং মেশিনটি 1 এরও বেশি সময় ধরে কাজ করছে, কোন সমস্যা নেই।
—— জাবের
মেটাল এমবসিং মেশিন
—— ভারতীয় থেকে মঞ্জুলা
ভাল গ্লাসযুক্ত টাইল রোল বিরচন মেশিন না শুধুমাত্র মানের উপর 3 বছর ধরে সহযোগিতা আছে
—— মুজাহিদ প্রশাখা
আমি সেবাটি পছন্দ করি, খুব দ্রুত প্রতিক্রিয়া, পেশাগত কাজ আরে তুরস্ক
স্টিলের আস্তরণের কাজ কি এবং কোন পরিস্থিতিতে স্টিলের আস্তরণের প্রয়োজন হয়?
1বিল্ডিংয়ের দরজা এবং জানালাগুলিকে পরিবেশের প্রভাবগুলির প্রতিরোধ করতে হবে, প্রধানত বায়ু চাপ এবং বৃষ্টি এবং তুষার আক্রমণ, পাশাপাশি ব্যবহারের সময় স্যুইচিং শক্তি এবং স্ব-গ্রেভিটি।
2বায়ু শক্তি দরজা এবং জানালা উপাদান (যেমন অনুভূমিক বার, mullions, এবং উইন্ডো ফ্রেম), সেইসাথে ফ্রেম এবং sashes নমন এবং বিকৃতি প্রধান কারণ।দরজা এবং জানালার নিরাপত্তা মূলত তাদের বায়ু শক্তি প্রতিরোধ করার ক্ষমতা উপর নির্ভর করে, সাধারণত গ্যাসের চাপের মান দ্বারা পরিমাপ করা হয় যা তারা প্রতি ইউনিট এলাকায় বহন করে।
3. কঠিন পিভিসি প্লাস্টিকের যান্ত্রিক বৈশিষ্ট্যগুলি ইস্পাত, অ্যালুমিনিয়াম এবং কাঠের তুলনায় অনেক কম, বিশেষত কঠিন পিভিসি প্লাস্টিকের নমন শক্তি কাঠের তুলনায় মাত্র 1/4।অ্যালুমিনিয়ামের 1/28অ্যালুমিনিয়াম এবং ইস্পাত প্রোফাইলগুলির মতো একই ক্রস-সেকশন আকৃতি এবং আকারের অধীনে, শক্ত পিভিসি প্লাস্টিকের প্রোফাইলগুলির নমন ক্ষমতা অনেক খারাপ।
4এই অসুবিধার জন্য,দরজা এবং জানালা তৈরির জন্য ব্যবহৃত হার্ড পিভিসি প্রোফাইলগুলির ক্রস-সেকশন মাত্রা ইস্পাত এবং অ্যালুমিনিয়াম দরজা এবং জানালা প্রোফাইলের চেয়ে বড় হতে ডিজাইন করা হয়েছে.
5একই সময়ে, দরজা এবং জানালার চাপের অবস্থার জন্য তার ক্রস-সেকশন আকৃতির যান্ত্রিক বৈশিষ্ট্যগুলি যথাসম্ভব যুক্তিসঙ্গত হওয়া উচিত।
6উপরের পদ্ধতিগুলি দরজা এবং জানালার যান্ত্রিক পারফরম্যান্সের প্রয়োজনীয়তা পুরোপুরি পূরণ করতে পারে না।
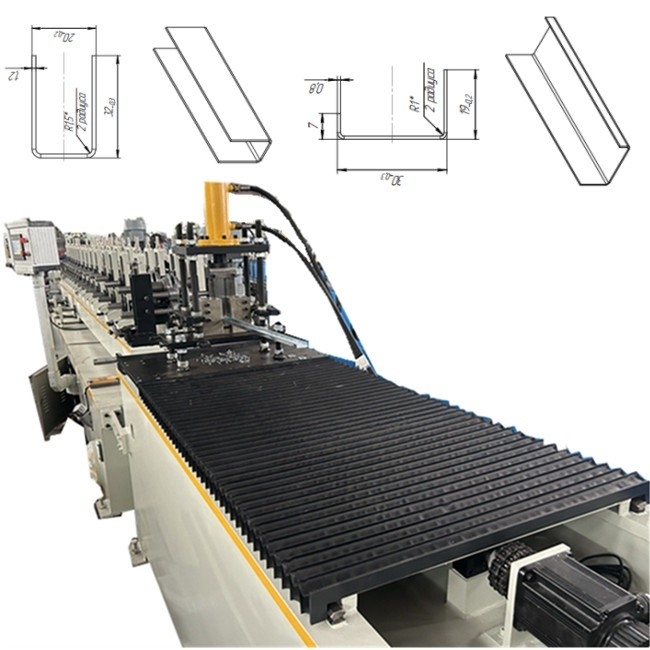
7আরেকটি গুরুত্বপূর্ণ ব্যবস্থা হল পিভিসি প্লাস্টিকের প্রোফাইলের গহ্বরে স্টিলের শক্তিশালীকৃত স্টিল যোগ করা, যাকে স্টিলের আস্তরণও বলা হয়, যখন দরজা এবং জানালার একটি একক প্রোফাইল একটি নির্দিষ্ট দৈর্ঘ্য অতিক্রম করে।
এখানে কিছুধাতু ইউ চ্যানেল ইস্পাত আস্তরণের প্রোফাইলের আকার এবং আপনার রেফারেন্সের জন্য অঙ্কন প্রোফাইল:

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali